PREV ARTICLE
NEXT ARTICLE
FULL ISSUE
PREV FULL ISSUE
VOCABULARY TERM: PANTOGRAPH, PART TWOHere's the second and final part of the Pantograph entry from Dick Johnson's Encyclopedia of Coin and Medal Terminology. -Editor France's Contamin (again, no other name known, and his dates unknown) working in Paris created an improved machine with a rotating cutter, called a Tour de Médailles. This success led to widespread use of his machine. Probably developed prior to 1834, when Franklin Peale observed it that year. In 1836 Peale obtained the Contamin engraver for the United States Mint at Philadelphia. While not associated with the Paris Mint, Contamin was able to offer his machine to any buyer in any country, thus its influence was widespread. A generation later, England's Charles John Hill first developed his machine in 1851 with further improvement in 1856. While he may have seen James Watt's improved diecutter at the Soho Mint, he most certainly had knowledge of the Contamin. Hill's die-engraving pantograph was patented in 1866 and at first he only wanted to do die-cutting reductions, preferring not to let the machine out of his control. It was only when William Wyon purchased Hill's machine, obtaining all rights to it that it could be sold to others. It was built and marketed by George Wailes & Company, a machinery manufacturing firm of Vauxhall.
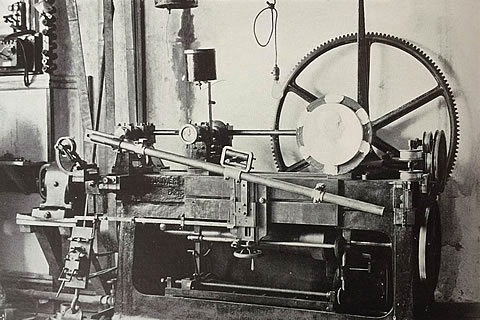
Janvier Reducing Machine Victor Janvier's period of developing his remarkable machine occurred in the 1890s. An accomplished medallist, he formed a partnership in 1892 with Paul Marie Duval to do custom enlarging and reducing, to cut dies, and even to manufacture medals. Undoubtedly his dissatisfaction with existing machines, notably Hill's and Contamin's, led to his experiments to improve the mechanics and to construct his own reducing lathe. The problem with existing reducers was the speed of the revolving model and the die block. Janvier's solution was inspired. He provided a slow revolving speed of the model at the beginning when the tracer and cutting point were both in the center. At the end he needed just the opposite speed: greater speed of the model and slower rotation of the die. He accomplished this by twin cone axis pointing in opposite directions with a belt connecting them. One axle drove the rotation of the model (this was slow at the beginning, increasing in speed as it reached the edge of the pattern). The other drove the rotating chuck holding the die block (it was rapid in the beginning and slower at the end). Neither of these affected the speed of the rotating cutter point (which was driven by a belt in some machines, by a separate motor in others). Janvier's concept was simple – a mechanical mechanism to effect the change in speeds at different stages of the die engraving progress – simple but highly effective. Janvier build his machines with the quality of a Swiss watch. Janvier's improvements created a smooth running mechanism with watch-like accuracy. He was granted a French patent in1899 and he created a second business, Ateliers Victor Janvier, to commercialize on his invention by building and selling his die-engraving pantographs to mints and manufacturers throughout the world. Janvier's machines sold but not without some persuasion. For example, the United States Mint at Philadelphia were still using their 50-year old Hill lathe – for portraits and devices as reduction punches – with decreasing satisfaction of the engraving department. In New York City at the turn of the century a couple of German brothers who were in the ladies handbag business sent a new employee, French-born Henri Weil, to France to see why the metal decoration of French handbags were better than any other. Weil cabled the Deitsch Brothers, the decoration was made on the best reducing machine manufactured in Paris, a Janvier. The Deitschs wired in return: "Buy machine. Learn its operation. Bring to New York." Weil did just that, bringing the machine back with him in 1906. This was the beginning of the Janvier in America and what was to become the Medallic Art Company. The Deitsch brothers liked the machine so well they became the exclusive agents for Janvier in America. But it took the intervention of a sculptor, Augusts Saint-Gaudens, and a U.S. president – Theodore Roosevelt – to insist the U.S. Mint buy a Janvier to replace their Hill reducer. It did so in 1906. The Philadelphia Mint had been considering obtaining a new reducing machine for several years. The delay in buying one from Keller Mechanical Equipment Co., or some other, was the indecision by Engraver Charles Barber. The President's pressure forced their decision to obtain a Janvieer from the Deitsch Bros. in New York City.. Henri Weil, then an employee of the Deitschs, went to Philadelphia to instruct engraving department employees how to operate it. Henri Weil and brother Felix were to later acquire the distribution rights of all Janvier's machines in the U.S. as a collateral business to their medal manufacturing (which continued until the 1960s) as part of Medallic Art Company, which they acquired from the Deitsch Brothers in 1909. By 1921 Janvier's reputation was widespread and his reducing machines were in 22 countries around the world. The number built and shipped by country are listed in the adjacent box. Ratios and Restrictions Because the center axle of the model cannot be the same as the axle of the cutting tool, a reducing machine cannot cut a one-to-one replica. There must be space between the two axles (enough in fact for the chariots to hold the tooling for each). If the pattern isn't too large a ratio of 1.5-to-one can be cut on die-cutting pantographs. The more preferred ratio, however, is three- or four- or five-to-one. Nevertheless, the limit of reduction is about ten-to-one on the more modern pantographs. Some reducing machines have been built, however, to accommodate a model-to-die ratio of as much as 20-to-1. Since most coins are 1 1/2-inch or smaller, their models are most often about 6 to 9 inches in diameter. Medals are somewhat larger; a medal 2 1/2 to 3-inch in diameter would best reduce from a 9 to 18-inch diameter model. If the model is inordinately too large – or the desired die too small (as a charm size) – an intermediate reduction is made, cast into a new pattern and reduced again. Since this intermediate step most often is cut in beeswax or paraffin (for quick cutting in a material easily cut into a new pattern), this is often called a wax reduction. Action of Pantograph Described The diemaker must know the process for which a pair of dies are intended, he receives a work order which states the type of press and a diameter to cut the dies. He is also furnished a metal or epoxy pattern (dieshell) from which to cut the die. He will mount the pattern dieshell in the die-cutting machine (Janvier reducing machine or other diecutting pantograph). He will also mount a die block of proper diameter and thickness in the pantograph (die blocks are cut from roll stock or bar stock and face trimmed on both ends – these two surfaces must be parallel!). A diestock wider than the intended diameter of the medal is chosen (see chart). A tracing point (stylus) is set to play over the face of the pattern, dieshell hubshell, its bas-relief contour allows the tracing point to rise and fall with the rise and fall of relief. This action is transferred to the cutting point by a long bar to which they are both attached. The distance from the centers of the two – dieshell and diestock – determines the percentage of reduction to effect the desired diameter of the image size, and thusly the diameter of the medal. (The ratio and this distance is critical to obtain the correct diameter image to be cut on the die.) The mechanism of the pantograph is such that the stylus travels outward a tiny fraction of an inch while the dieshell is slowly rotating. Likewise the diestock is rotating at the same speed and the cutting point is actually cutting into the diestock the depth allowed by the bar guided by the pattern. Once it reaches its outermost position (to the edge of the relief of the pattern) it will automatically shut off. (Thus once a pantograph is set in motion and is performing satisfactorily it can run unattended by its operator, even into the night, or into the weekend – all machines are set to operate by Friday pm, on Monday morning all work is accomplished!). If cutting was interrupted such as by a power failure or broken tracing point, then entire work often had to be restarted from the beginning. Without removing either the pattern or dieshell a second and third cut are performed in much the same manner. With each new setting a finer tracing stylus is used and a finer cutting point is used; thus all the relief in the pattern is reproduced in the die. The last cut – the final cut – is the finest of all and all the relief in its infinite detail should be reproduced in the die. The die is then removed from the pantograph, inspected and proven with a lead impression (see proving). If all is satisfactory it is marked for matching obverse and reverse (see die alignment) then hardened by heat treating. Other Reducing Machine Functions In addition to reducing and cutting dies from oversize patterns, modern die-engraving pantographs can also do other functions. These include the following: Height of relief. By adjusting the pivots the height of the relief can be raised or lowered in direct proportion. This produces a slight variance from the pattern, but is often required to accommodate a different press or process. Models intended for medium or low relief medals can sometimes be reduced and relief lower enough to be coined (instead of requiring a sculptor to remodel in coin relief). Contraposition. By adjusting the gears on a reducing machine, the die can be made in contraposition to the model – again in direct proportion. A portrait facing right, for example, can be changed to face left. This is satisfactory for a simple device or portrait, but unsatisfactory for lettering, as it reverses it (called retrograde lettering). The Philadelphia Mint did this in one instant in 1920 for the Manila Mint Opening Medal. The kneeling female figure device employed on Assay Medals from 1882 to 1892 facing right was employed for the Manila Mint medal where the device faces left. See contraposition for an example in medallic art. Die camber. Because of the requirement of circulating coins to have a rim higher than all relief (to reduce wear) sculptors often prepare coin models on basins (a background plate that slopes very slightly downward from the rim). If this is not done and the model is prepared flat, say, the die-engraving pantograph can be adjusted in such a way that the die can be cut with a camber. This will cut a die with the required convex curvature of the table or background. By lowering the design – slightly near the rim and more so in the center – all relief will be below the rim. Pantograph Anomalies Most errors on a pantograph are caused by an operator, incorrect settings or improper seating of die stock or dieshell for the most part. The machine only does what it is setup to perform. An inexperienced or careless operator can cause the most obvious anomaly, evidenced as concentric lines on a die that was placed in production without first being polished. These are sometimes called pantograph lines. A broken tracer is an error on a pantograph. See box at the entry on ERROR.
References:
To read the complete entry on the Newman Numismatic Portal, see:

Wayne Homren, Editor The Numismatic Bibliomania Society is a non-profit organization promoting numismatic literature. See our web site at coinbooks.org. To submit items for publication in The E-Sylum, write to the Editor at this address: whomren@gmail.com To subscribe go to: https://my.binhost.com/lists/listinfo/esylum All Rights Reserved. NBS Home Page Contact the NBS webmaster 
|