PREV ARTICLE
NEXT ARTICLE
FULL ISSUE
PREV FULL ISSUE
U.S. MINT MASTER DIES BEFORE 1836
CoinTalk member justafarmer began an interesting discussion Thursday on the U.S. Mint's manufacturing processes before their acquisition of the French Portrait Lathe in 1836. Here's an excerpt. I've made only minor edits for format, spelling and punctuation.
-Editor
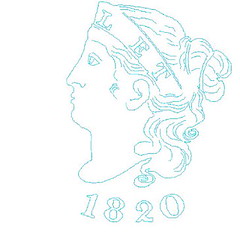
This train of thought may hold true for the earliest years of the Mint’s operation. Coin production was a brand new endeavor and coin designs were untested. But engraving a die by hand takes a lot of time, man hours and tedious work. The Mint’s primary function was to produce coins and seigniorage, not dies. Although seigniorage represents little more than chump change for the U.S. Government today, early on it was a major source of revenue. I am of the opinion the Mint soon realized that a Hub produced from the hand-engraved Master Die could easily act as a Master Hub. The Master Die and Hub it produced only contained the central elements; there were no design aspects transferred to the hub that would prevent it from serving as a Master going forward into subsequent coinage years. Based on my own personal observations of coinage from this early period the uniformity as to size, detail and etc. of the central design in subsequent years is very exacting. No doubt there are deviations from one year to the next in the central design of early coinage. But I am of the opinion these deviations can be explained and attributed as additional engraving of a die or hub. So the idea I am throwing out is that it was well before 1836 when the Mint adopted the practice of utilizing a hub for carrying a coin’s central design forward into subsequent coinage years. The following three images of this post consist of: 1. A CAD tracing of an 1820 Large Cent large date variety also containing the date. 2. An image of a 1820 Large Cent large date variety with the 1820 CAD tracing overlaid in light blue. 3. An image of a 1819 Large Cent with the 1820 CAD tracing overlaid in blue. Both coins selected were minted in subsequent years prior to the introduction of the French Portrait Lathe. The date is not part of the central design – it was hand punched into the working die in a separate step of the die manufacturing process


Looking at the images of the 1819 and 1820 large cents you can see there are deviations in the central design from one year to the next. But these differences are not of the same magnitude as the deviation in the placement of the date. The date was a design element hand engraved/punched individually into a die. Why would one hand-engraving process be accomplished with such exacting detail from one die to the next while the other hand-worked process wasn’t? My guess is because creation of the central design for the two different years was accomplished through a hubbing process, bringing an established design forward instead of originating from two different brand new engraved Master Dies.
The Computer Aided Design (CAD) images are quite useful.
These help quantify the variance between the placement of the portrait and other design elements on the coins. See the complete discussion online for more information and discussion. I reached out to John Dannreuther, who confirmed the writer's hypothesis.
-Editor
John Dannreuther writes: He is basically right. The main elements (Head, eagle, etc.) were hubbed into each working die. The stars, lettering, and date were added by hand to each working die. There were some early experiments (1805/6) half dollars where they had the dentils on the hub, but they failed, so it was not until the Contamin lathe was introduced in early 1837 (not 1836) that galvanos were used. Still, only the major design elements were produced in this way. They then made a master die from the punch created by the lathe, then added the stars, dentils, lettering, etc. into the master die. This created a master die with everything but the date (and mintmark, when necessary). Thus, a working hub could be raised from the master die that could be used to make working dies, sans date and mint mark. The rims were also part of the master die on the smaller size coins, but were lathed on each individual working die for the larger ones. Thus, we have plain borders (on the top of the rim) on some coins (half dimes, dimes, etc.) and lathe lines on the tops of the rims of larger dies. Later in the nineteenth century, rims were on all master dies.
To read the complete article, see:
THE BOOK BAZARREWayne Homren, Editor The Numismatic Bibliomania Society is a non-profit organization promoting numismatic literature. See our web site at coinbooks.org. To submit items for publication in The E-Sylum, write to the Editor at this address: whomren@gmail.com To subscribe go to: https://my.binhost.com/lists/listinfo/esylum All Rights Reserved. NBS Home Page Contact the NBS webmaster 
|